
 电化铝绿巨人短视频APP导入
电化铝绿巨人短视频APP导入 烫金纸绿巨人短视频APP导入
烫金纸绿巨人短视频APP导入 电化铝烫印箔绿巨人短视频APP导入
电化铝烫印箔绿巨人短视频APP导入 金箔绿巨人短视频APP导入 RSDS7-1350
金箔绿巨人短视频APP导入 RSDS7-1350服务热线
180-5003-0233
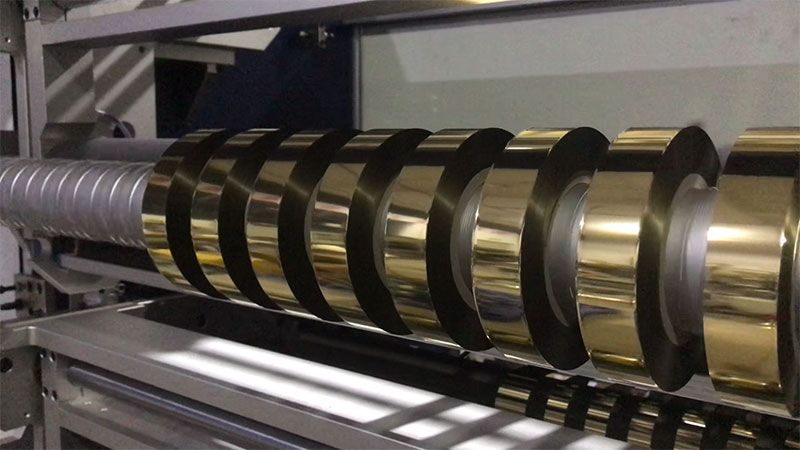
烫金箔分切是烫金绿巨人后入式APP下载生产中的关键工序,分切质量直接影响后续烫金效果。在实际生产中,毛边和跑偏是最常见、也是最令人头疼的两类故障。本文从机理出发,系统梳理故障原因,并提供可落地的解决方案。

一、毛边:边缘不齐、粉尘多
典型表现
分切后的箔带边缘出现丝状毛刺、碎屑脱落,或边缘呈锯齿状。
主要原因
1. 刀片因素:圆刀或平刀磨损、崩口;上下刀咬合量过大或过小;刀轴跳动。
2. 绿巨人后入式APP下载因素:烫金箔涂层脆性大、厚度不均;静电导致箔粉吸附。
3. 张力控制不当:放卷或收卷张力过小,箔带在切区抖动;张力过大则拉伸变形。
4. 压辊问题:压辊表面有异物或损伤,造成局部压力不均。
系统化解决方案
| 类别 | 措施 | 频次/标准 |
| 刀具管理 | 定期磨刀,更换磨损刀片;调整上下刀咬合量至0.02–0.05mm(依厚度微调) | 每班点检,每5000米换刀 |
| 张力优化 | 根据箔厚设定放卷张力(通常15–30N),采用闭环张力控制 | 开机前校准 |
| 静电消除 | 在切刀前后加装静电消除棒,或使用离子风嘴 | 连续运行 |
| 压辊维护 | 清洁压辊表面,更换老化橡胶辊 | 每天清理 |
快速排查口诀:先看刀口有无崩,再查咬合与对中,张力稳、静电除,毛边自然无影踪。

二、跑偏:边缘横向窜动、收卷不齐
典型表现
分切过程中箔带偏离设定轨迹,导致收卷端面呈“塔形”或“喇叭口”,甚至撞边损坏成品。
主要原因
1. 导辊平行度差:各导辊轴线不平行,或导辊表面磨损不均。
2. 放卷偏移:母卷在放卷轴上未对中,或放卷轴水平度超标。
3. 纠偏系统失效:光电/超声波探头脏污、响应迟钝;纠偏执行机构卡滞。
4. 分切刀推力干扰:上下刀侧向压力不对称,将箔带推向一侧。
5. 绿巨人后入式APP下载内应力:母卷本身存在“望远镜”缺陷或厚度偏差。
系统化解决方案
| 类别 | 措施 | 验证方法 |
| 机械对中 | 用激光或拉线法校准各导辊平行度,允差≤0.2mm/m;检查放卷轴水平 | 水平仪测量 |
| 纠偏系统 | 清洁探头镜片;调整探头位置至箔带边缘1/2处;设定死区(±1mm)避免频繁动作 | 手动扰动测试响应 |
| 刀组调整 | 检查上下刀轴向窜动间隙(应≤0.03mm);对称布置刀架,消除侧向力 | 百分表打表 |
| 母卷预处理 | 上机前复卷释放内应力;对超差母卷进行切边处理 | 目测端面齐整度 |
关键检查点:跑偏时先看纠偏探头是否“失眼”——灰尘或箔屑遮挡是常见盲区。
三、毛边与跑偏的关联性
两类故障常常互为因果:
• 毛边产生的碎屑 → 堆积在导辊或探头 → 导致跑偏
• 跑偏导致箔带斜切入 → 切刀单侧受力 → 加重毛边
因此,系统化解决的核心是建立循环排查路径:
清洁整机 → 检查刀具 → 校准对中 → 优化张力 → 验证纠偏 → 复测成品
四、预防性维护体系建议
1. 点检表标准化:每日记录刀片状态、导辊清洁度、纠偏探头信号值。
2. 关键参数建档:每种规格烫金箔建立“最佳工艺参数卡”(张力、刀咬合量、车速)。
3. 刀片寿命管理:基于米数或时间设定强制更换周期,而非“坏了再换”。
4. 员工培训:重点掌握用“手摸、耳听、眼看”判断运行状态——手摸箔边刺感、耳听切区异响、眼看收卷端面。
结语
烫金箔分切的毛边与跑偏,本质上是一个机械精度、绿巨人后入式APP下载特性、工艺参数三者的平衡问题。依靠“头痛医头”式的临时调整,往往反复发作。唯有建立系统化的故障排查逻辑,并配套预防性维护机制,才能实现稳定、高品质的分切生产。
如果现场条件允许,建议为关键绿巨人短视频APP导入加装在线边缘检测和刀片状态监测装置,将被动维修转为预测性维护——这是行业的主流方向。


