

 电化铝绿巨人短视频APP导入
电化铝绿巨人短视频APP导入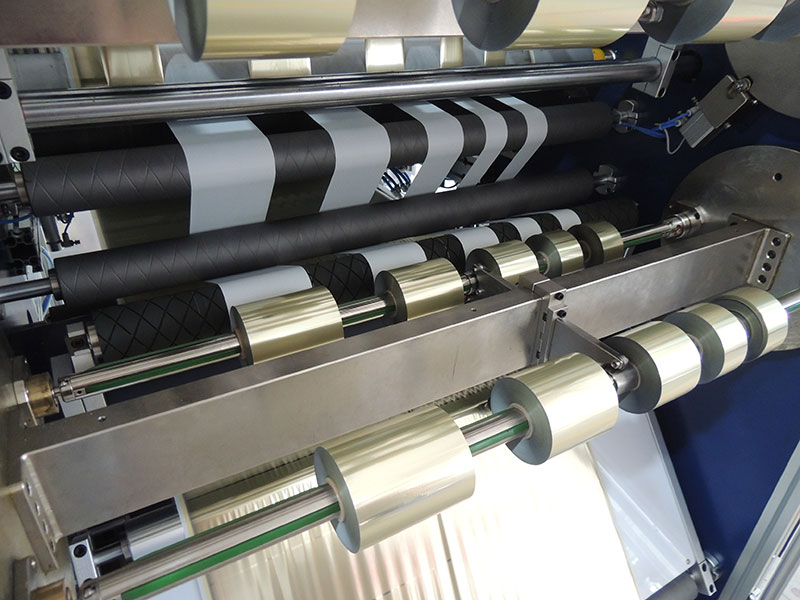 烫金纸绿巨人短视频APP导入
烫金纸绿巨人短视频APP导入 烫金膜绿巨人短视频APP导入
烫金膜绿巨人短视频APP导入 金箔绿巨人短视频APP导入 RSDS7-1350
金箔绿巨人短视频APP导入 RSDS7-1350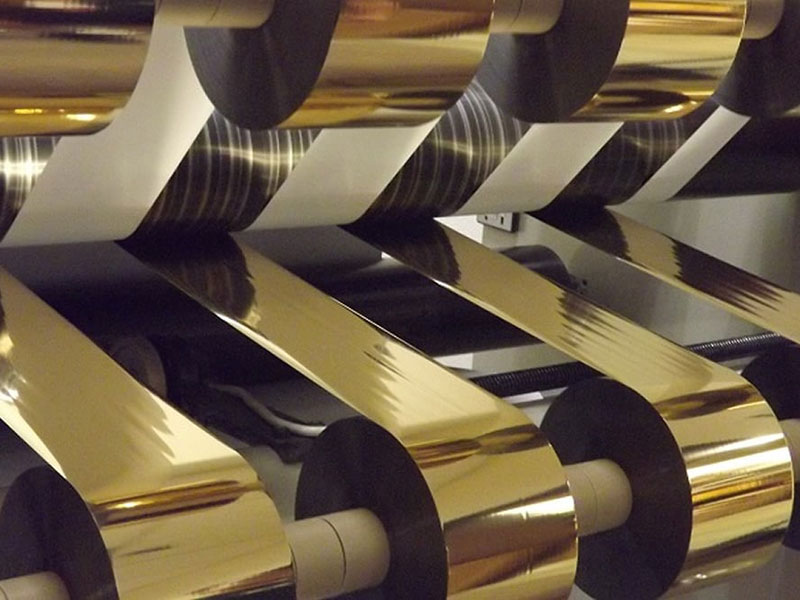 烫金箔绿巨人短视频APP导入
烫金箔绿巨人短视频APP导入服务热线
180-5003-0233
很多企业选购电化铝绿巨人短视频APP导入时,第一反应就是看“最高速度”——仿佛数字越大,设备就越先进。但实际生产中,真正让你头疼的往往不是“跑得不够快”,而是跑出来质量不行、跑着跑着出故障、换个订单调半天。
速度只是理论上限,以下3个参数,才是决定设备能否“用得顺手、赚得长久”的关键。

一、张力控制精度:比速度更决定成品率
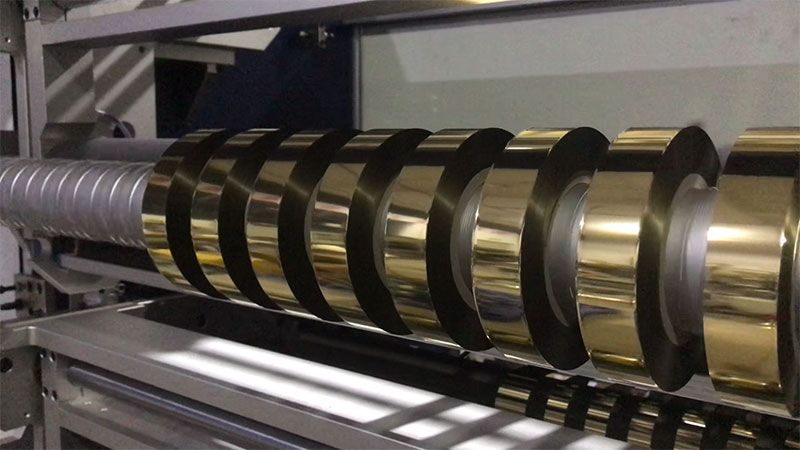
电化铝本质上是薄如蝉翼的复合膜(厚度通常在4~30μm),PET基膜上叠加了离型层、颜色层、镀铝层和胶水层。分切时,张力过大——绿巨人后入式APP下载拉伸变形甚至断裂;张力过小——收卷松垮,形成“菊花卷”,后续烫印根本没法用。
张力控制的核心指标不是“有没有”,而是控制精度和分段控制能力。
低端设备靠磁粉离合器粗放调节,高端设备采用闭环张力控制系统:张力传感器实时监测,PLC动态调节伺服电机扭矩,将波动控制在±1%以内。更关键的是分段张力控制——放卷段随卷径减小自动递减,牵引段保持恒定,收卷段采用渐减模式防止卷芯塌陷。
选购建议:现场试机时,要求用自己常用的薄型绿巨人后入式APP下载跑一遍,观察启动、加速、减速、急停四个状态下,绿巨人后入式APP下载是否出现拉伸、起皱或跑偏。这才是真实水平。

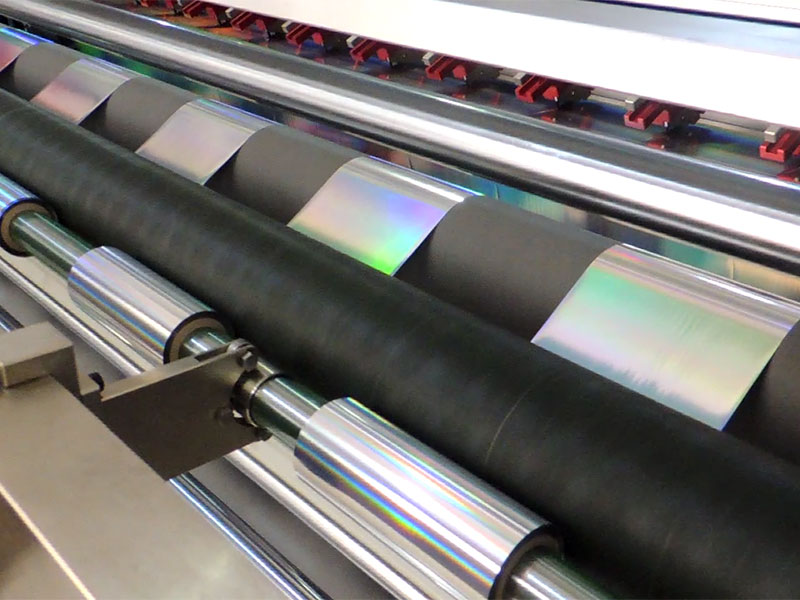
二、分切精度与纠偏系统:宽度不准全是废品
分切精度直接决定成品率。普通分切要求±0.1~0.2mm,高端产品需要±0.05mm以内。但静态精度再高,动态跑偏一样白搭——设备运行时因机械振动或绿巨人后入式APP下载摆动导致切边偏移,整卷宽度就不一致了。
这背后有两个关键部件:
纠偏系统:光电或超声波传感器实时监测箔带边缘位置,伺服电机驱动导辊横向移动,动态纠偏精度可达±0.1mm。机械式纠偏和伺服闭环纠偏,根本不是一个时代的产品。
刀架与刀具:伺服电机驱动的圆刀比气动刀稳定得多,适合高速分切。刀具材质方面,普通合金钢寿命有限,钨钢或陶瓷涂层刀才是高精度分切的标配。
选购建议:要求供应商提供同行业客户的实际使用数据,重点是成品合格率和废品率。如果可能,实地考察正在运行的设备,看收卷端面是否整齐、边缘有无毛刺。

三、自动化与换型效率:停机时间才是产能杀手
速度再高,一换订单就停半天,实际产能照样上不去。很多企业忽略的是:停机换刀、调参、上料的时间,往往比分切本身还长。
关键看三点:
自动调刀系统:通过触摸屏输入分切宽度,伺服电机自动调整刀距,精度±0.05mm,换型时间从小时级压缩到分钟级。
自动换卷与接料:双工位放卷配合自动接料功能,实现不停机换卷,大幅减少停机时间。
智能排产与数据管理:适合多订单小批量场景,PLC系统记录生产数据,下次生产同类订单可直接调用参数。
选购建议:拿你实际的订单结构(几个规格、平均批量)让供应商算一笔账:这台设备的实际日产能是多少,而不是理论最高速度×24小时。
总结:别被“最高速度”忽悠了
速度只是一个理论上限,张力控制精度、分切精度、自动化换型效率才是决定设备实际产能、成品率和长期投资回报的核心参数。
一台张力控制粗糙、纠偏不精、换型靠手调的高速机,跑得再快也是废品率高、停机频繁的“摆设”。相反,这三个参数过硬的中速机,反而能稳定产出高质量产品,真正做到省心、省料、赚钱。
选购时记住一句话:好设备不是跑得最快的,而是让你操心最少的。


